



«Новое поколение фрезерно-брусующих станков с ещё большим коэффициентом использования оборудования, к тому же ещё более надёжное в эксплуатации и удобное в обслуживании, впервые было установлено на заводе HMS-Holz в г. Кляйнвальштадт/Германия. В этом городе находится главный офис кампании HMS-Holz-Gruppe, имеющей в Германии несколько лесопильных заводов», рассказывает Маттиас Фишер, руководитель фирмы SAB, Бад Берлебург/Германия.
Фирма SAB поставила полную лесопильную линию вплоть до привязки к последующей установке сортировки досок. Линия лесопиления может работать со скоростью подачи до 120 м/мин. Распиливаются брёвна длиной от 2,5 до 5,1 м и диаметром от 10 до 50 см.
Короткий период реконструкции с незначительным временем остановки производства.
Лесопильная линия монтировалась в три этапа, причём каждый из них реализовывался во время производственных каникул. „Благодаря этому компании HMS-Holz не пришлось останавливать производство, ведь каждый этап реконструкции осуществлялся в то время, когда в отпуск уходил весь коллектив предприятия, и длился не более двух недель“, объясняет Фишер.
Другая сложная задача, которую предстояло решить производителю лесопильной линии, заключалась в ограниченности пространства, предназначенного для реконструкции. Имеющая внушительные размеры кабина оператора была расположена параллельно к загрузочному транспортёру, что позволило оператору видеть и контролировать нижний склад с подачей круглого леса и всю установу в целом.
Новый автомтический загрузочный стол.
Подача брёвен осуществляется на поперечный транспортёр при помощи портального крана. После разобщения брёвен проводится их измерение и автоматический поворот на первом загрузочном столе, с оптимизацией по кривизне и положению бревна. „Здесь перед фрезерно-брусующим станком была применена загрузочная система нового поколения“, рассказывает Фишер. Сам поворот бревна рассчитывается в соответствии со введёнными классами схем раскроя. Бревно подается на первый двухсторонний ФБС.
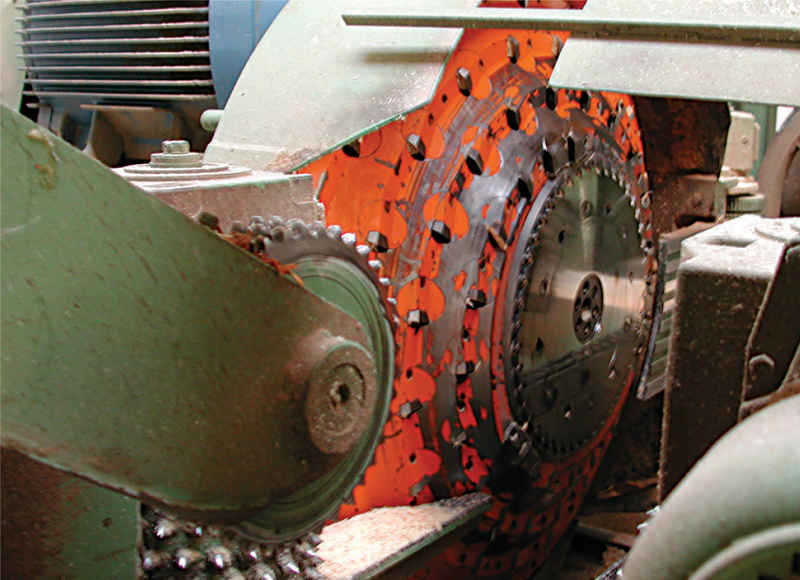
После этого лафет транспортируется ко второму ФБС, перед которым он также выравнивается в оптимальное положение. Использованы были фрезерно-брусующие станки типа PSP 700. Они мощнее своих предшественников и имеют линейные направляющие и регулируются по ширине гидравлически.
Оптимизация с быстрой перестановкой фрез.
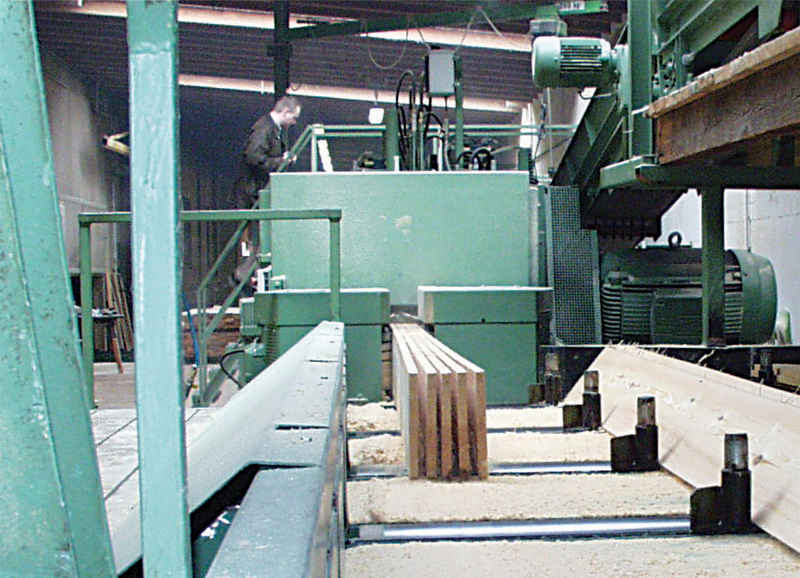
После второго ФБС четырехсторонний лафет, имеющий обзольную часть, проходит через повторное измерение. Здесь определяется оптимальная для каждого лафета ширина боковых досок, получаемых на двух профилирующих агрегатах типа PKA350/2.
„Перестановка фрез осуществляется за доли секунды, что обеспечивает возможность подачи с минимальными промежутками между брёвнами“, говорит Фишер. За эти доли секунды агрегаты приводятся в новое рассчитанное положение. Боковые доски, отделенные на первой профилирующей станции, выводятся из линии при помощи наклонного транспортёра и подаются на установку сортировки досок. Боковые доски, полученные на втором профилирующем агрегате, поступают на сортировку досок через ленточный транспортёр.
На профилирующем агрегате тип PKA 350/4 может быть получено до четырех, на агрегате тип PKA 300/2 – до двух боковых досок.
Широкие возможности по раскрою бруса на станке для радиальной распиловки.
Мощность двигателей последующей установки для радиальной распиловки KSM 300 допускает как простые схемы раскроя, имеющие 1 центральную доску, так и раскрой бруса на 3х7 ex-log. Установка состоит из двух модулей.
Для вертикальной распиловки применяется двухшпиндельный круглопильный станок DWS350, на котором могут быть использованы пильные полотна различного диаметра. На круглопильном станке для горизонтальной распиловки, также двухшпиндельном, можно использовать максимум 2 пильных полотна на вал. Регулировка осей по высоте осуществляется гидравлически.
Для обеспечения установки сырьём линия сортировки круглого леса имеет две системы подачи брёвен (для короткомера и длинномера), причём в каждую включён собственный окорочный станок. Фирма HMS-Holz остановила свой выбор на установках производства Nicholson и Cambio. Короткомер и торцованный длинномер поступают на одну сортировочную линию. На переработку идёт преимущественно ель и сосна. Для дальнейшей обработки пиломатериала имеются сушильные камеры.
Гибкая распиловка и разнообразие конечного продукта.
„Лесопильная линия настолько тесно связана с технологическим отделом, что её работу можно организовать очень гибко, по принципу выполнения конкретных заказов и с минимальными временными затратами на переналадку оборудования. Используемые фрезерные головки и диски ФБС позволяют получать щепу очень хорошего качества“, радуется Фишер.
Другие текущие проекты.
В настоящее время фрезерно-брусующая и профилирующая линия типа Megaline монтируется на заводе группы предприятий Haas, Хановице/Чехия. Объём поставки фирмы SAB включает в себя систему подачи круглого леса, дуговое поворотное устройство, фрезерно-брусующие станки и профилирующие агрегаты, а также станок для радиальной распиловки. Планируется, что первый круглый лес поступит на переработку в августе.
Лесопильная линия, аналогичная установке завода HMS-Holz, была поставлена также фирме Vehmeyer, Хазелюнне/Германия.
В Польше также будет введена в эксплуатацию аналогичная профилирующая установка для распиловки короткомера. После осуществления последнего этапа строительства на этой установке можно будет распиливать 300.000 плотных кубометров круглого леса в год, диаметром от 12 до 50 см и длиной от 1,9 до 2,9 м.
Далее, в Сибирь нами была поставлена линия для обработки крупномерной древесины, рассчитанная на диаметры до 70 см. В этой линии применение нашли ФБС типа PSP 700, двухшпиндельный делительный кругопильный агрегат DWRK, а также станок для радиальной распиловки.
В настоящее время мы производим ещё одну профилирующую линию, которая будет поставлена на Урал. На завод Bulthaup, Мелле/Германия были поставлены и смонтированы фрезерно-брусующий станок с разделительным круглопильным станком.
„В России и Польше сейчас происходит многое. Мы довольны положением дел“, говорит Фишер. Инвестиционное оживление заметно и в Западной Европе.



105264, г. Москва ул. 9-я Парковая, д. 39, офис 29
телефон:(+7) 495 690 85 03
Fax: (+7) 495 690 81 30
почта:moscow@sab-ru.com